

1. Kinatibuk-an
Ang mga balbula sa kini nga serye gigamit sa pagsira o pag-abli sa mga pipeline sa sistema sa pipeline aron mapadayon ang normal nga operasyon sa sistema.
2. Deskripsyon sa Produkto
2.1 Kinahanglanon sa teknik
2.1.1 Disenyo ug paghimo: API600, API603, ASME B16.34, BS1414
2.1.2 Dimensyon sa katapusan sa koneksyon: ASME B16.5, ASME B16.47, ASME B16.25
2.1.3 Nawong sa nawong o katapusan sa katapusan: ASME B16.10
2.1.4 Inspeksyon ug pagsulay: API 598, API600
2.1.5 Nominal nga gidak-on:MPS2″~48″,Nominal nga grado sa klase:Klase150~2500
2.2 Ang mga balbula niini nga serye kay manwal (gipalihok pinaagi sa handwheel o gear box) mga balbula sa ganghaan nga adunay mga tumoy sa flange ug tumoy sa butt welding.Kung iliko ang handwheel sa tuo, ang ganghaan mahulog aron isira ang pipeline;sa dihang iliko ang handwheel sa counterclockwise, ang ganghaan mosaka aron maablihan ang pipeline.
2.3 Ang istruktura tan-awa ang Fig.1, 2ug3.
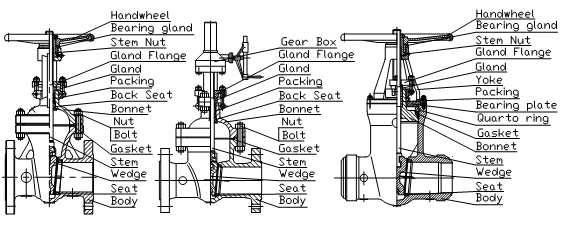
2.4 Ang mga ngalan ug materyales sa nag-unang mga bahin gilista sa Talaan 1.
| Ngalan sa Bahin | Materyal nga |
| Lawas ug bonnet | ASTM A216 WCB,ASTM A352 LCB,ASTM A217 WC6, ASTM A217 WC9,ASTM A351 CF3,ASTM A351 CF3M ASTM A351 CF8,ASTM A351 CF8M,ASTM A351 CN7M ASTM A494 CW-2M,Monel |
| ganghaan | ASTM A216 WCB,ASTM A352 LCB,ASTM A217 WC6, ASTM A217 WC9,ASTM A351 CF3,ASTM A351 CF3M ASTM A351 CF8,ASTM A351 CF8M,ASTM A351 CN7M ASTM A494 CW-2M,Monel |
| lingkoranan | ASTM A105,ASTM A350 LF2,F11,F22, ASTM A182 F304(304L),ASTM A182 F316(316L) ASTM B462,Adunay.C-4,Monel |
| tukog | ASTM A182 F6a,ASTM A182 F304(304L) ,ASTM A182 F316(316L),ASTM B462,Adunay.C-4,Monel |
| Pagputos | Braided graphite ug flexible graphite,PTFE |
| Stud / nut | ASTM A193 B7/A194 2H,ASTM L320 L7/A194 4, ASTM A193 B16/A194 4,ASTM A193 B8/A194 8, ASTM A193 B8M/A194 8M |
| Gasket | 304(316)+ Grap,304(316),Adunay.C-4, Monel,B462 |
| Singsing sa lingkuranan/Disc/mga nawong | 13Cr,18Cr-8Ni,18Cr-8Ni-Mo,alloy nga NiCu,25Cr-20Ni,STL |
3. Pagtipig, pagmentinar, Pag-instalar ug operasyon
3.1 Pagtipig ug pagmentinar
3.1.1 Ang mga balbula kinahanglang tipigan sa uga ug maayong bentilasyon nga lawak.Ang mga tumoy sa agianan kinahanglang tabunan og mga tabon.
3.1.2.
3.1.3 Kon ang panahon sa pagtipig molapas sa 18 ka bulan, ang mga balbula kinahanglang sulayan ug ang mga rekord kinahanglang himoon.
3.1.4 Ang na-install nga mga balbula kinahanglan nga susihon ug ayohon kanunay.Ang nag-unang mga punto sa pagmentinar naglakip sa mosunod:
1) Pag-seal sa nawong
2) Valve stem ug balbula stem nut.
3) Pagputos.
4) Fouling sa internal nga nawong sa balbula nga lawas ug balbula bonnet
3.2 Pag-instalar
Sa dili pa i-install, siguroha nga ang pag-ila sa balbula (sama sa modelo, DN, 3.2.1PN ug materyal) gimarkahan sumala sa mga kinahanglanon sa sistema sa pipeline.
3.2.2 Sa dili pa i-install, susiha pag-ayo ang agianan sa balbula ug nawong sa pagsilyo.Kung adunay bisan unsang hugaw, limpyohi kini pag-ayo.
3.2.3 Sa dili pa i-install, siguroa nga ang tanan nga mga bolts gihigot pag-ayo.
3.2.4 Sa dili pa i-install, siguroha nga ang pagputos hugot nga gi-compress.Bisan pa, ang paglihok sa punoan sa balbula kinahanglan dili mabalda.
3.2.5 Ang lugar sa pag-instalar sa balbula kinahanglan nga mapadali ang pag-inspeksyon ug operasyon.Ang labing maayo nga posisyon kinahanglan nga ang pipeline pinahigda, ang handwheel naa sa ibabaw, ug ang balbula nga tukog patindog.
3.2.6 Alang sa normal nga sirado nga balbula, dili angay nga i-install kini sa lugar diin ang presyur sa pagtrabaho dako kaayo aron malikayan ang kadaot sa punoan sa balbula.
3.2.7 Socket welded balbula kinahanglan sa labing menos makatagbo sa mosunod nga mga kinahanglanon sa diha nga sila welded alang sa instalar sa pipeline sistema sa site:
1) Ang welding kinahanglan nga himuon sa welder nga adunay sertipiko sa kwalipikasyon sa welder nga gi-aprubahan sa State Boiler ug Pressure Vessel Authority;o ang welder nga nakakuha og sertipiko sa kwalipikasyon sa welder nga gitakda sa ASME Vol.Ⅸ.
2) Ang mga parameter sa proseso sa welding kinahanglan mapili ingon nga gitakda sa manwal sa pagsiguro sa kalidad sa materyal nga welding.
3) Ang kemikal nga komposisyon, mekanikal nga performance ug corrosion resistance sa filler metal sa welding seam kinahanglan nga compatible sa base metal.
3.2.8 Ang balbula kasagarang gi-install, ang dako nga stress tungod sa mga suporta, mga aksesorya ug mga tubo kinahanglan likayan.
3.2.9 Human sa pag-instalar, sa panahon sa pressure testing sa pipeline system, ang balbula kinahanglang bug-os nga maablihan.
3.2.10 Pagdala nga punto: kung ang pipeline adunay igo nga kalig-on sa pagdala sa gibug-aton sa balbula ug torque sa operasyon, nan wala'y gikinahanglan nga punto sa pagdala, kung dili ang balbula kinahanglan nga adunay punto sa pagdala.
3.2.11 Pag-alsa: ayaw gamita ang handwheel sa pag-isa ug pag-alsa sa balbula.
3.3 Operasyon ug paggamit
3.3.1 Sa panahon sa serbisyo, ang ganghaan sa balbula kinahanglan nga hingpit nga ablihan o hingpit nga sirado aron malikayan ang kadaot sa nawong sa singsing sa lingkuranan ug ganghaan sa balbula tungod sa high-speed medium.Dili kini magamit sa pag-adjust sa kapasidad sa pag-agos.
3.3.2 Kon ablihan o isira ang balbula, gamita ang handwheel imbes nga auxiliary lever o gamita ang laing himan.
3.3.3 Sa temperatura sa pagtrabaho, siguruha nga ang dali nga presyur mas ubos kaysa 1.1 ka beses nga presyur sa pagtrabaho sa mga rating sa pressure-temperature sa ASME B16.34.
3.3.4 Ang mga kagamitan sa paghupay sa kaluwasan kinahanglan nga i-install sa pipeline aron mapugngan ang presyur sa pagtrabaho sa balbula sa temperatura sa pagtrabaho nga molapas sa labing taas nga gitugotan nga presyur.
3.3.5 Ang pag-stroking ug pagpakurat sa balbula gidili sa panahon sa transportasyon, pag-instalar ug operasyon nga panahon.
3.3.6 Ang pagkadunot sa dili makanunayon nga pluwido, pananglitan, ang pagkadunot sa pipila ka mga pluwido mahimong hinungdan sa pagpalapad sa gidaghanon ug mosangpot sa pagsaka sa presyur sa pagtrabaho, sa ingon makadaot sa balbula ug makapahinabog pagtuhop, busa, gamita ang angay nga mga instrumento sa pagsukod aron mawagtang o limitahan ang mga hinungdan nga mahimong hinungdan sa pagkadunot. nga fluid.
3.3.7 Kung ang pluwido usa ka condensate, makaapekto kini sa performance sa balbula, gamita ang angay nga mga instrumento sa pagsukod aron makunhuran ang temperatura sa pluwido (pananglitan, aron magarantiya ang tukma nga temperatura sa pluwido) o ilisan kini sa ubang klase sa balbula.
3.3.8 Para sa self-inflammable fluid, gamita ang angay nga mga instrumento sa pagsukod aron magarantiya ang ambient ug working pressure nga dili molapas sa iyang auto-ignition point (ilabi na ang pagmatikod sa kahayag sa adlaw o sa gawas nga kalayo).
3.3.9 Sa kaso sa delikado nga fluid, sama sa explosive, inflammable.Ang makahilo, mga produkto sa oksihenasyon, gidili ang pag-ilis sa pagputos ubos sa presyur (bisan kung ang balbula adunay ingon nga function).
3.3.10 Siguruha nga ang pluwido dili hugaw, nga makaapekto sa performance sa balbula, walay mga gahi nga solido, kung dili ang angay nga mga instrumento sa pagsukod kinahanglan gamiton aron makuha ang hugaw ug gahi nga mga solido, o ilisan kini sa lain nga klase sa balbula.
3.3.11 Gitugotan nga temperatura sa pagtrabaho:
| Materyal nga | temperatura | Materyal nga | temperatura |
| ASTM A216 WCB | -29~425 ℃ | ASTM A217 WC6 | -29~538 ℃ |
| ASTM A352 LCB | -46~343 ℃ | ASTM A217 WC9 | --29~570 ℃ |
| ASTM A351 CF3(CF3M) | -196~454 ℃ | ASTM A494 CW-2M | -29~450 ℃ |
| ASTM A351 CF8(CF8M) | -196~454 ℃ | Monel | -29~425 ℃ |
| ASTM A351 CN7M | -29~450 ℃ |
| - |
3.3.12 Siguroha nga ang materyal sa balbula nga lawas mao ang angay alang sa paggamit sa corrosion resistant ug taya paglikay fluid palibot.
3.3.13 Sa panahon sa serbisyo, susiha ang pasundayag sa pagbugkos sumala sa talaan sa ubos:
| Inspeksyon nga punto | Leak |
| Koneksyon tali sa balbula nga lawas ug bonnet | Zero |
| Pagputos nga selyo | Zero |
| Lingkod sa balbula | Sama sa teknikal nga detalye |
3.3.14 Kanunay nga susiha ang pagsul-ob sa sealing nga nawong.Pag-pack sa pagkatigulang ug kadaot.Paghimo og pag-ayo o pag-ilis sa oras kung adunay makit-an nga ebidensya.
3.3.15 Human sa pag-ayo, pag-assemble pag-usab ug pag-adjust sa balbula, ang pasundayag sa kahugot sa pagsulay ug paghimo og rekord.
3.3.16 Ang eksaminasyon ug pag-ayo sa sulod duha ka tuig.
4. Posibleng mga problema, hinungdan ug mga paagi sa pag-ayo
| Deskripsyon sa problema | Posible nga hinungdan | Remedial nga mga lakang |
| Leak sa pagputos | Dili igo nga compressed packing | Hupti pag-usab ang packing nut |
| Dili igo nga gidaghanon sa pagputos | Pagdugang og dugang packing | |
| Nadaot ang pagputos tungod sa dugay nga serbisyo o dili husto nga proteksyon | Ilisan ang pagputos | |
| Leak sa balbula nga naglingkod nga nawong | Hugaw nga lingkoranan nga nawong | Kuhaa ang hugaw |
| Gisul-ob nga naglingkod nga nawong | Ayuhon kini o ilisan ang singsing sa lingkuranan o ganghaan sa balbula | |
| Nadaot nga nawong sa lingkuranan tungod sa gahi nga solido | Kuhaa ang gahi nga mga solido sa pluwido, ayohon o ilisan ang singsing sa lingkuranan o ganghaan sa balbula, o ilisan sa ubang klase sa balbula | |
| Leak sa koneksyon tali sa valve body ug valve bonnet | Ang mga bolts dili husto nga gihigot | Uniform nga ihigot ang mga bolt |
| Nadaot nga lingkoranan ibabaw sa balbula nga lawas ug balbula bonnet flange | Ayuhon kini | |
| Nadaot o nabuak nga gasket | Ilisan ang gasket | |
| Ang lisud nga pagtuyok sa handwheel o balbula nga ganghaan dili maablihan o sirado | Hugot kaayo nga gihigot ang pagputos | Tukma nga loose packing nut |
| Deformation o bending sa sealing gland | I-adjust ang sealing gland | |
| Nadaot nga valve stem nut | Tukma ang hilo ug kuhaa ang hugaw | |
| Naguba o nabuak nga balbula nga tukog nga hilo sa nut | Ilisan ang valve stem nut | |
| Gibawog nga balbula nga punoan | Ilisan ang valve stem | |
| Hugaw nga giya sa nawong sa ganghaan sa balbula o lawas sa balbula | Kuhaa ang hugaw sa ibabaw sa giya |
Mubo nga sulat: Ang tawo sa serbisyo kinahanglan adunay kalabutan nga kahibalo ug kasinatian sa mga balbula.
5. Garantiya
Human magamit ang balbula, ang panahon sa garantiya sa balbula 12 ka bulan, apan dili molapas sa 24 ka bulan pagkahuman sa petsa sa paghatud.Sa panahon sa warranty, ang tiggama mohatag og serbisyo sa pag-ayo o mga spare parts nga walay bayad alang sa kadaot tungod sa materyal, pagkahimo o kadaot basta ang operasyon husto.
Panahon sa pag-post: Mayo-19-2022