

1. Pagmentinar sa balbula sa ganghaan
1.1 Ang nag-unang teknikal nga mga parameter:
DN: NPS1”~ NPS28”
PN: CL150~CL2500
Materyal sa mga nag-unang bahin: ASTM A216 WCB
Stem—ASTM A276 410;Lingkoranan—ASTM A276 410;
Pagselyo sa nawong—VTION
1.2 Magamit nga mga Kodigo ug Sumbanan: API 6A, API 6D
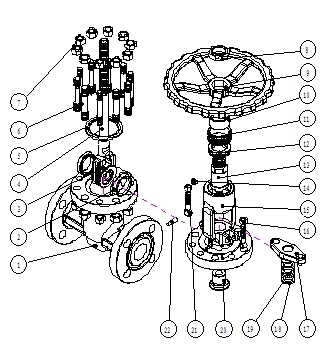
1.3 Ang istruktura sa balbula (tan-awa ang Fig.1)
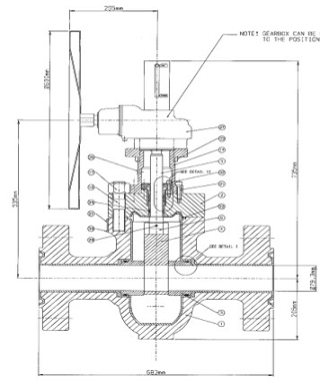
Fig.1 Gate balbula
2. Inspeksyon ug pagmentinar
2.1: Inspeksyon sa gawas nga nawong:
Susiha ang gawas nga bahin sa balbula aron masusi kung adunay kadaot, ug dayon numero;Paghimo og rekord.
2.2 Susiha ang kabhang ug pagsilyo:
Susiha kon adunay leak nga sitwasyon ug paghimo og rekord sa inspeksyon.
3. Pagdisassemble sa Valve
Kinahanglang sirado ang balbula sa dili pa i-disassemble ug tangtangon ang mga connecting bolts.Kinahanglan nga pilion ang angay nga dili mapasibo nga spanner sa mga looser bolts,Ang mga nuts dali nga madaot pinaagi sa adjustable spanner.
Ang rusty bolts ug nuts kinahanglang ihumol sa kerosene o liquid rust remover;Susiha ang direksyon sa screw thread ug hinayhinay nga iliko.Ang mga bahin nga gibungkag kinahanglan nga numerohan, markahan ug huptan nga hapsay.Ang stem ug gate disc kinahanglang ibutang sa bracket aron malikayan ang scratch.
3.1 Paglimpyo
Siguroha nga ang mga spare parts hinayhinay nga gilimpyohan pinaagi sa brush gamit ang Kerosene, gasolina, o mga ahente sa pagpanglimpyo.
Human sa paglimpyo, siguroha nga ang mga spare parts walay grasa ug taya.
3.2 Inspeksyon sa mga spare parts.
Susiha ang tanan nga mga spare parts ug paghimo og rekord.
Paghimo ug angay nga plano sa pagmentinar sumala sa resulta sa inspeksyon.
4. Pag-ayo sa mga spare parts
Pag-ayo sa mga spare parts sumala sa resulta sa inspeksyon ug plano sa pagmentinar;ilisan ang mga spare parts sa parehas nga materyales kung gikinahanglan.
4.1 Pag-ayo sa ganghaan:
①Pag-ayo sa T-slot: Ang welding mahimong gamiton sa T-slot fracture repair, Correct T-slot distortion, Weld both sides with reinforcing bar.Ang ibabaw nga welding mahimong gamiton sa pag-ayo sa T-slot ubos.Pinaagi sa paggamit sa init nga pagtambal human sa welding aron sa pagwagtang sa stress ug unya sa paggamit sa PT penetration sa pagsusi.
②Pag-ayo sa nahulog:
Ang gihulog nagpasabot sa gintang o grabe nga dislokasyon tali sa nawong sa gate sealing ug Seat sealing face.Kung ang parallel gate valve nahulog, mahimo nga magwelding sa ibabaw ug sa ubos nga wedge, unya, proseso ang paggaling.
4.2 Pag-ayo sa pag-seal sa nawong
Ang panguna nga hinungdan sa internal leakage sa balbula mao ang pag-seal sa kadaot sa nawong.Kung grabe ang kadaot, kinahanglan nga weld, machining ug galingon ang sealing nga nawong.Kung dili seryoso, paggaling lang.Ang paggaling mao ang panguna nga paagi.
a.Ang sukaranan nga prinsipyo sa paggaling:
Apil sa nawong sa grinding himan uban sa workpiece.I-inject ang abrasive sa gintang tali sa mga ibabaw, ug dayon ibalhin ang gamit sa paggaling aron magaling.
b.Paggaling sa gate sealing nawong:
Grinding mode: manual mode nga operasyon
Pahiran ang abrasive sa plato nga parehas, ibutang ang workpiece sa plato, ug dayon i-rotate samtang galinga sa tul-id o "8" nga linya.
4.3 Pag-ayo sa tukog
a.Kung ang bisan unsang mga garas sa punoan nga nagbugkos sa nawong o bagis nga nawong dili makatugma sa sumbanan sa disenyo, ang nawong sa pagbugkos kinahanglan ayohon.Mga pamaagi sa pag-ayo: flat grinding, Circular grinding, Gauze grinding, machine grinding ug Cone grinding;
b.Kung ang balbula nga punoan gibawog> 3%,proseso ang Pagtul-id sa pagtambal pinaagi sa sentro nga dili kaayo grinding machine aron masiguro nga matapos ang nawong ug maproseso ang pag-detect sa crack.Mga pamaagi sa pagtul-id: Static pressure straightening, Cold straightening ug Heat straightening.
c.Pag-ayo sa punoan sa punoan
Ang ulo sa tukog nagpasabot sa mga bahin sa tukog (stem sphere, stem top, top wedge, connecting trough etc) konektado sa bukas-ug-duol nga mga bahin.Mga pamaagi sa pag-ayo: pagputol, welding, insert ring, insert plug etc.
d.Kung dili matuman ang kinahanglanon sa pag-inspeksyon, kinahanglan nga maghimo pag-usab sa parehas nga materyal.
4.4 Kung adunay bisan unsang kadaot sa nawong sa flange sa duha ka kilid sa lawas, kinahanglan nga iproseso ang machining aron ipahiangay ang sukaranan nga kinahanglanon.
4.5 Ang duha ka kilid sa koneksyon sa RJ sa lawas, kung dili makatugma sa standard nga kinahanglanon pagkahuman sa pag-ayo, kinahanglan nga welded.
4.6 Pag-ilis sa gisul-ob nga mga piyesa
Ang pagsul-ob sa mga piyesa naglakip sa gasket, packing, O-ring ug uban pa. Pag-andam sa pagsul-ob sa mga piyesa sumala sa mga kinahanglanon sa pagmentinar ug paghimo og rekord.
5. Pagtapok ug pag-instalar
5.1 Mga Pagpangandam: Pag-andam sa giayo nga mga spare parts, gasket, pagputos, mga himan sa pag-instalar.Ibutang ang tanan nga mga bahin sa han-ay;ayaw paghigda sa yuta.
5.2 Pagsusi sa paglimpyo: Limpyo ang mga spare parts (fastener, sealing, stem, nut, body, bonnet, yoke etc) gamit ang Kerosene, gasolina o ahente sa pagpanglimpyo.Siguroha nga walay grasa ug taya.
5.3 Pag-instalar:
Sa una, susiha ang indentation sa stem ug gate sealing nga nawong pagkumpirma sa nagkonektar nga sitwasyon;
Paglimpyo, pagpahid sa lawas, bonnet, ganghaan, pagsilyo sa nawong aron magpabilin nga limpyo, Pag-instalar sa mga spare parts sa pagkahan-ay ug higpitan ang mga bolts sa simetriko.
Panahon sa pag-post: Mayo-19-2022